Tomorrow Lab, in partnership with business journalist Jonathan Blum, has created a literary review project of science and design entitled Small Machines. The purpose of the Small Machines series is to look beyond the now requisite tabletop 3D Printer, which has quickly become a mainstay in design companies, prototyping houses, and tinkerers’ basements. For many people, the desktop 3D Printer stops short of covering the full arc of manufacturing processes used in mass production. Our intent is to determine if startups like ours should invest in these small machines for everyday use, or to continue to outsource services for our manufacturing needs.
Our inaugural review of these advanced tabletop equipment options includes a small plastic injection-molding machine built by Medium Machinery.
Small Machines, A Literary Series of Science & Design
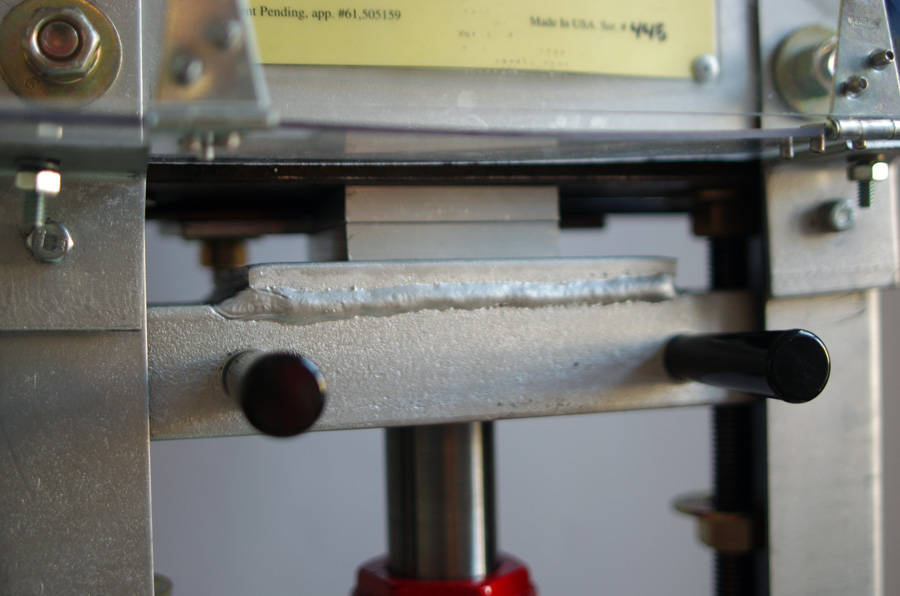
Putting together a 170-lb. injection molding machine is no small feat. It takes at least two people, and just as many hours to unpack, cross check parts with the included Packing List, and assemble. The machine itself is $2,850 and about the size of a 5 year-old child, measuring 45" tall, 12" wide, and 4" deep, with an additional 22" needed for the base. The mold platform has size limitations around 6".


After taking stock of all parts received, we printed the image-heavy assembly manual, and got to work to building it using tools that accompanied the machine. Intent on capturing the assembly and usage in detail, we chose a workbench for temporary housing, and laid a seamless white sheet down. Immediately we discovered that the assembly manual needs an update as parts are misidentified by name, and do not directly match the images supplied. Specifically, the injection cylinder (or ram) and clamp cylinder (or jack) were different models than pictured, and the titles for these parts in the Packing List did not match the Assembly Manual. These changes are simple, such as color and size, so we were still able to identify them and build the machine. Inclusion of a 'suggested tools' guide would have been helpful to accompany the generously supplied tools.
Smaller issues ensued as we built, such as missing information on specific washer placement, an ill-cut plastic safety shield, and unspecified height and depth dimensions for the mold piece and the injection cylinder. Relying on our own knowledge as an engineering firm, and use of the images in the manual, we overcame these issues, and after two hours, the machine was built and ready to run!



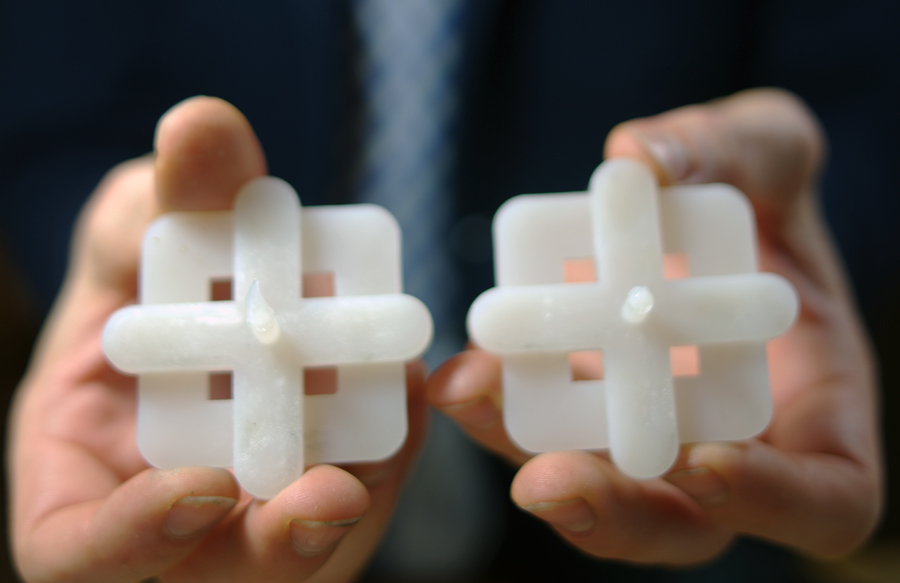
The test mold included with the machine consisted of two 3" x 3" aluminum squares, one containing a "t" shape, and one containing a square. After some creative thinking, we were able to locate the proper alignment for the mold and position it within the back jig. We aligned the clamp jack to prepare for the first test.



We assumed the following causes for error:

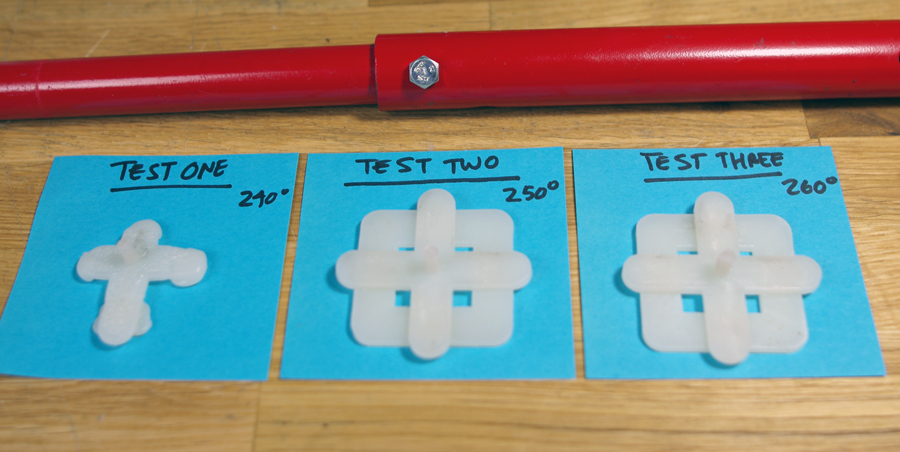
We reset the back jig and tightened the cylinder clamp to confirm the placement of the mold and set up for Test Two. We raised the temperature to 250 degrees C, and added another 1 oz. of plastic. The mold filled entirely at this temperature with the additional plastic. We determined that the mold placement was correct and reloaded plastic into the hopper. For the next few tests, we adjusted the heat setting and were able to produce our first in a series of successful molds. We only raised the temperature between 5-10 degrees, while maintaining the same standards for the other parts of the test, including the same amount of plastic for each.
For the next test, we wanted to confirm the total plastic necessary for the mold. Waste not; want not! We maintained a steady temperature of 280 degrees to encourage the smooth finish, and adjusted the amount of plastic loaded into the hopper prior to heating the injector. We also turned off the injector after each test to deter the waste of remaining plastic in the hopper, and began to weigh the outcome of each shape. We determined that each successful shape maintained a weight of ~3.5 oz (about 3/4 a cup of flour).
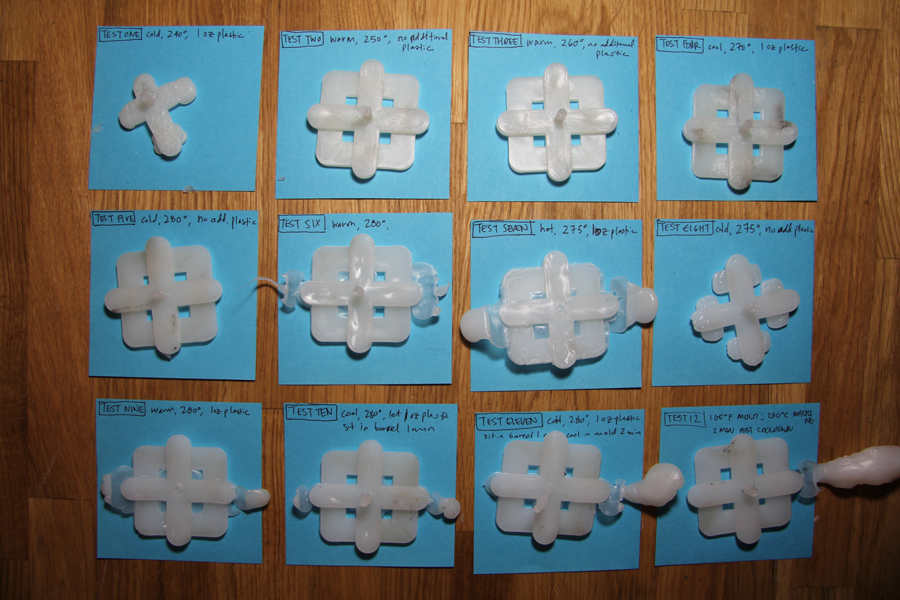
After securing the amount of plastic necessary to fill the mold (with enough to account for overspill), we decided to test the temperature of the mold rather than the temperature of the injector. We leveled a temperature of 280 degrees C to achieve the finish we wanted, and warmed the mold to see if even the extreme of cold new mold to hot used mold, or somewhere in between would change the success of the injection. The temperature of the mold affects the shape and texture of the plastic.
After several tests at varying degrees from 240-280 degrees, we began to see small changes in the plastic. At certain temperatures, the plastic cools faster in the mold so it picks up the etching of the metal frame and does not allow for a smooth finish. When the temperature is too low, the mold does not fill entirely and the plastic bows on the top surface as if someone placed their finger in the mold just after it cooled.

If the temperature of the injector or the mold is too high, the plastic will spill over the sides making one messy looking piece. We attempted to tighten the clamp on the bottom of the machine to correct this issue. We also determined that while the video online suggests a "few moments" of wait time before removing the mold and taking out the plastic piece, the more time the plastic has to solidify in the mold, the smoother it appears.
The next step in our Small Machines process is to obtain a tabletop CNC machine in order to produce our own aluminum molds. With these molds, we can our run plastic parts in house using this tabletop injection molding machine.